Liogier handbehauene Raspeln – Hiebwahl, Führung & Oberfläche
Handbehauene Raspeln unterscheiden sich erheblich von maschinenbehauenen. Die Materialabnahme ist deutlich höher bei überraschend guter Oberflächenqualität dank der ultrascharfen unregelmäßig gehauenen Zähne.
LIOGIER produziert nur auf Bestellung. Daher haben wir eine Auswahl seiner Raspeln stets am Lager, um Sie sofort beliefern zu können.
Die Schneidrichtung der Zähne dieser Raspeln ist so ausgerichtet, dass sie bei rechtshändigem Gebrauch die optimale Schneidwirkung entfalten.
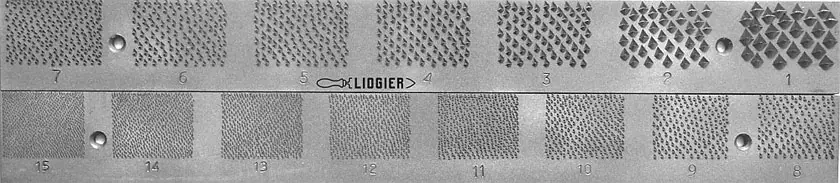
Die Stiche der Liogier-Raspeln sind von Nr. 1 bis Nr. 15 nummeriert, wobei Nr. 1 der gröbste und Nr. 15 der feinste ist. In der Praxis werden fast nur die Stiche 4 bis 14 verwendet.
Produktion handbehauener Raspeln bei Liogier
1) Das Schmieden
Auf 1250 °C erhitzt wird der Stahlrohling ausreichend formbar um geschmiedet werden zu können.
Dies geschieht durch Gesenkschmieden: Dies ist das einzige Verfahren, durch das die Integrität der inneren Materialstruktur gewährt werden kann und verhindert dass sich Falten oder Lufteinschlüsse im Rohling bilden.
Außerdem garantiert die Kompression des Materials entsprechend der Teileform einen Faserverlauf im Stahl, der ihm eine extreme mechanische Festigkeit verleiht.
 Das Schmieden")
2) Die Formgebung und Vorbereitung der Oberfläche: Das Ziel ist die perfekte Form
 Die Formgebung und Vorbereitung der Oberfläche: Das Ziel ist die perfekte Form")

3) Das Schlagen per Hand: Ein einzigartiges Know-how
Die Ausbildung eines Raspelhauers dauert 2 Jahre und um eine Raspel zu schlagen benötigt er bis zu 90 Minuten.
Hierbei wird kein falscher Schlag verziehen. Das Stück muss entsorgt und mit einem anderen Rohling ganz von vorne begonnen werden. Es ist jedoch die Mühe wert. Das Ergebnis kann sich sehen lassen: Ein exzellentes Werkzeug, das nichts mit den in der Massenproduktion durch Maschinen hergestellten Raspeln und Riffelfeilen gemeinsam hat.
 Das Schlagen per Hand: Ein einzigartiges Know-how")
4) Das Härten
 Das Härten")

Zugehörige Produkte

Vorrätig, Lieferzeit: 1-3 Tage innerhalb Deutschlands

Vorrätig, Lieferzeit: 1-3 Tage innerhalb Deutschlands

Vorrätig, Lieferzeit: 1-3 Tage innerhalb Deutschlands

Vorrätig, Lieferzeit: 1-3 Tage innerhalb Deutschlands

Vorrätig, Lieferzeit: 1-3 Tage innerhalb Deutschlands

Vorrätig, Lieferzeit: 1-3 Tage innerhalb Deutschlands

Vorrätig, Lieferzeit: 1-3 Tage innerhalb Deutschlands

Vorrätig, Lieferzeit: 1-3 Tage innerhalb Deutschlands

Vorrätig, Lieferzeit: 1-3 Tage innerhalb Deutschlands