Veritas Zapfenschneider - Gebrauchsanleitung
Für jeden, der gerne rustikale Möbel oder Möbel aus Wildholz herstellt, schneidet dieser massive Zapfenschneider aus Aluminium von Veritas saubere Rundzapfen mit abgerundetem Ansatz. Diese Zapfenschneider sind so konstruiert, daß sie mit der Bohrmaschine vibrationsfrei arbeiten. Eine eingebaute Wasserwaage erlaubt es, beim Schneiden genau die Waagerechte zu halten. Das Messer ist justierbar, so daß der Durchmesser des Zapfens genau eingestellt werden kann. Das Messer kann mit Hilfe der eingebauten Schleifhilfe einfach geschärft werden. Sie können diese Zapfenschneider aber auch mit einer Handbohrwinde benutzen.
Die Veritas Zapfenschneider sind für die Handbohrmaschine gebaut und sollten auf keinen Fall in einer Tisch- oder Ständerbohrmaschine benutzt werden. Gründe:
- Das Werkstück muss peinlich genau in der Achse des Bohrfutters eingespannt sein. Jede noch so kleine Abweichung erzeugt eine hohe Unwucht am Zapfenschneider, dessen Schaft beschädigt werden kann.
- Man hat an der Tischbohrmaschine kein Gefühl dafür, wie gut oder nicht der Zapfenschneider arbeitet. Es besteht die Gefahr, daß er zu stark beansprucht wird, ohne daß man es merkt. Dies kann zu einer Beschädigung des Schaftes führen.
- Zu starke Beanspruchung bei hoher Geschwindigkeit kann zur Überhitzung des Messers aus Kohlenstoffstahl führen, das damit seine Härte verliert.

- Lesen Sie die Gebrauchsanleitung! Lernen Sie die Anwendungsarten und Grenzen des Werkzeugs kennen, auch die Gefahren, die von ihm ausgehen.
- Schalten Sie den gesunden Menschenverstand nicht aus. Wenn Ihnen eine Anwendungsart unsicher vorkommt, ist es wahrscheinlich auch so.
- Tragen Sie geeigneten Augen- und/oder Ohrenschutz. Eine normale Brille hat kein Sicherheitsglas. Wenn bei der Arbeit Staub entsteht, benutzen Sie eine Staubmaske. Werkstattbesucher sollten den gleichen Schutz tragen wir der Anwender der Werkzeuge.
- Benutzen Sie geeignete, eng anliegende Kleidung. Kleidung mit weiten Ärmeln ist nicht geeignet. Tragen Sie bei der Arbeit keine losen Handschuhe, keine Krawatte oder Schmuck, da diese von einem drehenden Werkzeug erfaßt werden können.
- Langes Haar sollte zurückgebunden sein.
- Arbeiten Sie nicht unter Einfluß von Alkohol, Drogen, Medikamenten oder wenn Sie übermüdet sind.
- Achten Sie auf eine geeignete Umgebung für Ihre Arbeit. Elektrische Werkzeuge sollten nur in trockener, sauberer und gut beleuchteter Umgebung eingesetzt werden und keinesfalls in der Nähe von brennbaren Flüssigkeiten oder Gasen.
- Beachten Sie die Vorschriften für elektrische Anlagen in Ihrem Land.
- Schützen Sie das Kabel Ihrer elektrischen Maschine vor Hitze, Öl oder scharfen Ecken.
- Tragen Sie nie ein eingestecktes Elektrowerkzeug mit dem Finger am Schalter.
- Tragen Sie ein Elektrowerkzeug nie am Kabel.
- Benutzen Sie immer ein geeignetes Werkzeug. Benutzen Sie keinesfalls eine kleine Maschine oder ein kleines Werkzeug für grobe und große Arbeiten, für die sie nicht geeignet ist.
- Quälen Sie das Werkzeug nicht. Weniger Druck ist oft besser.
- Benutzen Sie keine beschädigten Werkzeuge. Diese können gefährlich sein.
- Reparaturen und Wartungsarbeiten sollten nur von einem zugelassenen Fachbetrieb vorgenommen werden, der Original-Ersatzteile einsetzt.
- Verändern Sie das Werkzeug nicht. Wenn Sie abnormales Verhalten im Gebrauch feststellen, stellen Sie die Arbeit ein.
- Halten Sie Ihr Werkzeug in Ordnung. Halten Sie Ihr Werkzeug scharf, sauber und wo notwendig, geölt. Scharfe Schneiden haben weniger Rückschlaggefahr und neigen weniger zum Verbrennen der Werkstückoberfläche. Sie schneiden schneller, sauberer und sicherer als stumpfe Schneiden.
- Hände weg vom rotierenden Werkzeug.
- Ziehen Sie den Stecker bevor Werkzeuge gewechselt oder justiert werden oder wenn die Maschine gereinigt werden soll.
- Gehen Sie vorsichtig mit Werkzeugen um, die scharfe Schneiden haben.
- Stecken Sie den Schaft eines Werkzeugs immer so tief wie möglich in die Aufnahme, um sicheren Halt zu gewährleisten. Ziehen Sie das Werkzeug gut fest.
- Entfernen Sie alle Nägel aus dem Werkstück, bevor Sie daran arbeiten.
- Spannen Sie das Werkstück immer gut fest, in einem Schraubstock oder einer anderen geeigneten Haltevorrichtung.
- Vergewissern Sie sich vor Beginn der Arbeit, daß alle Einstellungen richtig vorgenommen wurden.
- Entfernen Sie Schraubenschlüssel oder Bohrfutterschlüssel vor Arbeitsbeginn.
- Entfernen Sie niemals ein Werkstück oder Abschnitte aus der laufenden Maschine.
- Wenden Sie sich von der Maschine erst dann ab, wenn sie vollständig zum Stillstand gekommen ist.
- Elektrowerkzeuge sollten trocken und verschlossen gelagert werden, so daß sie außerhalb der Reichweite von Kindern sind.
Probeschnitt
Spannen Sie den Zapfenschneider in eine Bohrmaschine. Für die großen Zapfenschneider (1-1/4 bis 2 inch) brauchen Sie ein Bohrfutter mit einer 13 mm Aufnahme, für die kleineren Zapfenschneider (5/8 bis 1 inch) reicht ein Bohrfutter mit einer 10 mm Aufnahme. Achten Sie auf hohes Drehmoment und kleine Geschwindigkeit, ca. 500 Umdrehungen die Minute.
Spannen Sie ein Holzstück horizontal in einen Schraubstock so in etwa der Höhe Ihrer Taille. Das Holzstück sollte nicht größer sein als in der Tabelle für die jeweilige Zapfenschneidergröße angegeben. Das Ende muß quadratisch zugeschnitten sein. Eine kleine Fase an den vier Kanten des Endes erleichtert den Ansatz des Zapfenschneiders.
| Maximaler Holzdurchmesser des Ausgangsmaterials für Zapfenschneiderdurchmesser | |
|---|---|
| Zapfendurchmesser (Endprodukt) |
Max. Durchmesser des Holzes (Ausgangsmaterial) |
| 5/8 bis 1 inch (15,9 bis 25,4 mm) | = Zapfendurchmesser plus 1-1/8 inch (28 mm) |
| 1-1/4 bis 2 inch (31,8 bis 50,8 mm) | = Zapfendurchmesser plus 1-1/2 inch (38 mm) |
Hinweis: Wenn Sie keinen Schraubstock haben, können Sie das Werkstück auch auf einer ebenen Arbeitsplatte mit Schraubzwingen befestigen.
Setzen Sie die Bohrmaschine mit dem Zapfenschneider am Werkstück an und richten Sie sie in der Höhe mit Hilfe der eingebauten Wasserwaage aus. Richten Sie dann die Bohrmaschine nach rechts und links nach Augenmaß aus, so daß sie genau mit dem Werkstück fluchtet.
Es ist wichtig zu erkennen, daß dieser Zapfenschneider die Zapfen genau in der Achse der Bohrmaschine schneidet. Wenn Sie außermittige oder gekröpfte Zapfen wollen, spannen sie das Werkstück entsprechend schräg ein.
Hinweis: Egal welche Art von Zapfen Sie herstellen: halten Sie die Bohrmaschine während eines Schneiddurchgangs immer stabil in der gleichen Richtung. Verwackeln Sie nicht!
Wenn Sie die Bohrmaschine mit dem eingespannten Zapfenschneider ausgerichtet haben, schalten Sie sie ein. Bei den kleineren Zapfenschneidern 5/8 bis 1 inch sollte die Geschwindigkeit etwa 500 - 700 upm sein, bei den größeren 1-1/4 bis 2 inch ca 100 bis 200 upm. Wenn die Maschine zu schnell läuft, ist die Gefahr groß, daß der Zapfen nicht gerade wird. Während der Drehung sollten lange und gleichmäßige Späne herauskommen. Wenn keine Späne herauskommen, muß das Messer justiert werden.
Messereinstellung
Einstellen des Zapfendurchmessers:
Bild 1: Einstellung des Messers
Um das Messer einzustellen, lösen Sie die Klemmschraube um eine halbe Umdrehung. Um den Zapfendurchmesser zu veringern, schieben Sie das Messer vor. Um den Zapfendurchmesser zu vergrößern, drehen Sie die Einstellschraube etwas zurück ziehen das Messer zurück bis zum Kopf der Einstellschraube (Bild 1). Ziehen Sie dann die Klemmschraube wieder fest. Wiederholen Sie den Vorgang so oft, bis Sie kontinuierlich Späne erzeugt werden und der gewünschte Zapfendurchmesser erreicht ist.
Übersetzung der engl. Beschreibung im Bild:
Blade Advance Screw: Einstellschraube
Blade Clamping Screw: Klemmschraube
Clamping Washer: Unterlegscheibe
Hinweis: Drehen Sie niemals an der Einstellschraube ohne vorher die Klemmschraube gelöst zu haben. Sie können sonst dieses Werkzeug ruinieren.

Bild 2: Eingelegter Messingstreifen zur Vergrößerung des Zapfens.
In einigen wenigen Fällen kann es sein, daß der Zapfen nicht stramm genug im Zapfenloch sitzt und man ihn noch etwas dicker haben möchte, aber der Zapfenschneider gibt dies nicht mehr her. Für diesen Fall ist ein 0.010 inch (0,25 mm) dicker Messingstreifen beigelegt. Schneiden Sie davon einen 3 mm breiten Streifen ab und schieben ihn wie abgebildet zwischen Messer und Korpus hinter die Klemmschraube. Der Zapfen wird dadurch um 0,5 mm dicker.
Übersetzung der engl. Beschreibung im Bild: 0.010" Shim 1/8" wide: Streifen 0,25 mm dick und 3 mm breit
Hinweis: Es kann nur ein Streifen eingelegt werden. Bei zweien schneidet das Messer nicht mehr.
Einstellen der Spandicke:
Bild 3: Reduzieren der Spandicke durch eingelegte Messingstreifen.
Dieser Zapfenschneider ist auf eine Spanabnahme von ca. 0,75 mm ausgelegt. Im Einzelfall kann eine geringere Spanabnahme erwünscht sein, weil z. b. das Holz trocken oder hart ist. Lösen Sie das Messer wie oben beschrieben und legen Sie 3 - 6 mm breite Streifen des mitgelieferten Messingstreifens wie auf Bild 3 gezeigt ein und ziehen Sie dann die Klemmschraube wieder an. Die Spandicke wird damit reduziert. Sie brauchen nun zwar länger für einen Zapfen, aber Sie können mit weniger Drehmoment arbeiten und haben eine bessere Kontrolle.

Einstellen der Zapfenlänge
Bild 4: Tiefeneinstellung
Die kleineren Zapfenschneider 5/8 bis 1 inch schneiden Zapfen mit einer Länge von 70 mm, die Größeren 1-1/4 bis 2 inch mit einer Länge von 108 mm. (Der gerundete Ansatz = gerundete Schulter ist bei den angegebenen Maßen nicht berücksichtigt) Die Zapfenlänge kann reduziert werden, indem von einem hergestellten Zapfen ein Stück in entsprechender Länge abgeschnitten wird. Bohren Sie ein Loch in ein Ende des abgeschnittenen Zapfens nur so tief, daß der mitgelieferte Magnet gerade aufgenommen wird und kleben sie ihn in dem Loch fest. Schieben Sie nun den abgeschnittenene Zapfen mit Magnet in den Korpus (Bild 4).

Schärfen
Der Korpus des Zapfenschneiders besitzt eine seitliche Ausparung in Form der Messerbiegung, die als Schärfhilfe benutzt werden kann. Entfernen Sie das Messer aus der Schneidposition und schrauben Sie es mit der Klemmschraube, wie in Bild 5 gezeigt, fest.
Hinweis: Bei den größeren Zapfenschneidern 1-14 bis 2 inch befindet sich diese Klemmschraube montiert in der Aussparung fürs Schärfen. Diese zusätzliche Klemmschraube hat aber auch noch die Funktion, ein Messer, das durch wiederholtes Schärfen sehr kurz geworden ist, dieses auch in der Schneidposition festzuhalten anstelle der ursprünglichen Schraube mit Unterlegscheibe, um es besser verstellen zu können.
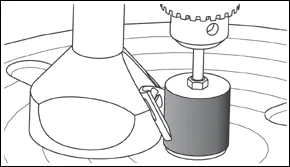
Nun kann das Messer an einer Tischbohrmaschine mit montiertem Schleifzylinder (Durchmesser 38 mm) geschliffen werden (Bild 6). Die Umdrehungsgeschwindigkeit sollte bei 1000 bis 2000 upm liegen. Wichtig: wenig Druck ausüben und nur kurz ranhalten, weil sonst wegen Überhitzung das Messer seine Härte verliert. Es ist empfehlenswert, die gesamte Fase mit einem wasserfesten Filzstift zu markieren, um den Schleiferfolg besser kontrollieren zu können.
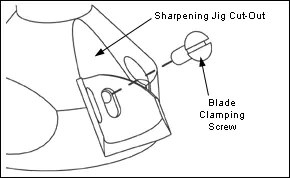
Bild 6: Schärfen des Messers.
Wir bieten auch den passenden Schleifzylinder mit 38 mm Durchmesser an.
Sie können nun genau beobachten, wo die Markierung des Filzstiftes verschwunden ist. Schleifen sie solange, bis die gesamte Fase von der Markierung befreit ist und alle Kerben in der Schneide verschwunden sind. Verstellen Sie dazwischen auch mal die Tischhöhe der Bohrmaschine, um ein gleichmäßiges Abnutzen des Schleifzylinders zu erreichen.
Wenn Sie Übung im Schärfen haben, können Sie auch ohne Tischbohrmaschine von Hand schärfen. Das hat den Vorteil, daß weniger Material abgetragen wird und die Gefahr der Überhitzung vermieden wird. Sie können dazu ein Rundholz mit 38 mm Durchmesser nehmen und dieses mit wasserfestem Schleifpapier mit Korn 180 bis 240 bekleben. Haben Sie dabei das Messer wie oben beschieben in der Schleifhilfe eingespannt, fixieren sie den Korpus an der Kante einer ebenen Fläche und schieben den mit Schleifpapier beklebten Rundstab senkrecht rauf und runter. Achten Sie darauf, dass Sie den Rundstab senkrecht halten, damit die gesamte Fase von den Schleifbewegungen erfasst wird.
Bild 7: Detail des Messers
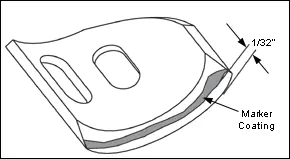
Nachdem Sie mit Schleifen fertig sind, schrauben Sie das Messer ab. Sie werden feststellen, bei Berührung mit dem Finger, daß sich auf der der Fase gegenüberliegenden Seite des Messers ein Grat gebildet hat. Dieser Grat muß entfernt werden. Dazu brauchen Sie entweder einen planen(!) Schleifstein mit mindestens Korn 1000 oder ein entsprechendes feines Schleifpapier auf einer ebenen Fläche. Rollen und ziehen Sie das Messer über die Schleiffläche, bis der Grat verschwunden ist (Bild 8).
Nach dem Schärfen ist das Messer geringfügig kürzer und muss neu justiert werden. Gehen Sie dabei so vor, wie eingangs beschrieben.
Bild 8: Die Entfernung des Grats.
Probleme und deren Lösung
Ungleichmäßige Zapfen:
Diese entstehen durch unstabiles Halten der Maschine. Achten Sie darauf, mit der Maschine nicht hin und her zu wackeln, sondern versuchen Sie, die Richtung zu halten. Eine Reduzierung der Geschwindigkeit hilft dabei.
Zu kleine Zapfen:
Die Schneide ist zu weit nach vorne geschoben. Setzen Sie sie etwas zurück und versuchen Sie es erneut.
Zapfen, die aussehen, als hätten sie Gewindegänge:Es wird zu viel Druck angewendet. Zusätzlich sollte ein Messingplättchen zur Verringerung der Spandicke eingesetzt werden.
Dieser Schaden kann auch beim Zurückziehen des Werkzeugs nach Fertigstellung des Zapfens entstehen. Das passiert am häufigsten bei Grünholz, da dieses sehr leicht beim Schneiden des Zapfens etwas komprimiert wird. Ziehen Sie den Zapfenschneider bei stehender Maschine zurück oder bei leichtem Drehen gegen den Uhrzeigersinn.
Außermittige Zapfen:
Wenn die Faserstruktur des Holzes entsprechend ist, können Sie gar nichts dagegen tun.
Wenn das Holz eine gleichmäßige Faserstruktur hat und Sie die Bohrmaschine waagerecht und gefluchtet halten, könnte die Ursache darin liegen, daß das Ausgangsmaterial im Verhältnis zum zu erzielenden Zapfendurchmesser zu dick ist. Diese Außermittigkeit entsteht bereits beim Ansetzen und beim Schneiden der gerundeten Schulter. Je dicker das Ausgangsmaterial ist, umso schwieriger ist es, von Anfang an eine gute Führung zu bekommen. Sie können das Ausgangsmaterial etwas dünner machen oder eine Fase an den vier Kanten ansetzen. Manchmal hilft ein erhöhter Druck am Anfang, der aber gleich wieder reduziert werden muß, sobald sich die gerundete Schulter ausgebildet hat.
Halbe Zapfen:
Wenn der Zapfenschneider in der Mitte plötzlich aufhört zu schneiden, muss das Messer ganz leicht vorgeschoben werden.
Wenn diese Messerverstellung nicht hilft, ist möglicherweise ein außermittiger Zapfen die Ursache. Das kann bei großen Holzstücken passieren, wenn bereits die gerundete Schulter außermittig geschnitten wurde. Schneiden Sie die übergroßen Stücke schmaler, bevor Sie den Zapfenschneider benutzen.
Beim Nachschärfen wird die Schneide ungleichmäßig:
Das passiert üblicherweise, wenn der Bohrmaschinentisch nicht im rechten Winkel zur Bohrachse steht. Der Tisch muss nachjustiert werden.
Ein anderer Grund sind leicht unterschiedliche Durchmesser der Schleifzylinder. Es verändert sich die Fase geringfügig, aber das hat keinen Einfluss auf das Arbeitsergebnis.